
Curious if I can get a sanity check off my problem diagnosis (or alternate theories!)
I tried a long print today and wound up with a 1/2 inch layer shift on the x-axis near the end of a long print, taller than most I’ve done, not certainly not the tallest.
It occured on a spool I just opened a few days ago and printed two other ~250g pieces with. I’m very certain that I never lost control of the filament end. My spool in mounted using the stock ender 3 mount on the left side is the gantry and a filament guide arm.
After reading a bit, I’m thinking this was due to the filament on the spool loosening up from a large travel and then binding on itself. Seems the easiest way to fix this might just be to put more space between the spool and the printer so the slack can absorb the shifting without pushing back on the spool and loosening several turns off filament.
I don’t think it’s heat or any general axis binding as the shift only happened at a single layer, at a hight that I’ve been able to print through before, and the motion generally appears smooth when I exercise it.
So… Experimentation will probably prove me right or wrong, but before I sink another day of print time… Does that sound reasonable or am I missing a common problem?
Edit: Solved, see comment by @[email protected] for the actual problem. Many thanks to all who provided their thoughts!
So… just to clarify, you’ve ruled out loose belts?
working backwards-the first thing to check is your belt. Assuming the belt is fine, how is your accel and jerk setting? Id assume those are okay-ish out of the box, but it’s worth a look. a fast move coupled with a slightly too-loose (or too-tight…) belt could hurt things.
From there, I’d check to see if the nozzle was dragging/catching on anything. (look at the failed print part. you might see nozzle marks. or see where it started.) depending on what material you’re printing on, warping could raise the part up high enough to drag the nozzle, causing slipage in the belt. if it got stuck because the part was obstructing the nozzle, then it’d resume when it got high enough to clear it, but with having lost the x position.
filament unspooling poorly- regardless of what causes it to do so- that would likely have stripped out the filament at the extruder’s hobbed bolt. you can test that by holding the filament from unwinding while it tries to print some. You might also be able to see filament powder/chewed bits around your extruder.
Edit to add: is this a Bowden rig? A Bowden tube maintains the length (and length of filament inside it,) without regard for the x position, so it would be difficult to see how a stuck reel could cause a layer shift,
as a side note, you might be able salvage the print by measuring to where the height to where you lost the print, splitting the part at that height and starting a second print there. then, glue the new part on with some coarse sanding and CA glue.
Thanks for the tips, and the clarification that spool catching can’t cause this sort of issue with a Bowden setup, I missed that nugget of info! I posted in other comments, but I think it was definitely a catch and loose belt. Surprised that the loose belt didn’t cause problems throughout the print, but maybe I’ve just been getting lucky all this time!
I’m willing to reprint the entire thing for sexy smooth lines. My manual handicraft of sanding, gluing, painting, etc always leaves me disappointed in the final result 😂
Again, thanks for the help, much appreciated!
1/2" is a lot… is it possible the print head made contact with the part on an x move and shifted the entire build plate? That happened to me recently on my ender 3 v2, knocked the entire glass plate on the floor and left me with mom’s spaghetti
The glass plate was shifted! Not by the amount the print shifted, but definitely off! I think that means a collision was likely!
If I had to guess I’d say the nozzle caught on something. Id look for a spot where a layer was curling upward (like a tough or unsupported overhang).
Filament spool issues won’t cause layer shifts in bowden printers, it’s a risk only with direct drive.
At the root of it, there are only two possible causes for a layer shift like this - either the motor skipped steps or the belt slipped on the drive pulley, and judging by this gap, my guess would be the belt slipping because it’s not tensioned properly - and even if it is, you should seat that belt correctly anyway.I don’t seem to be able to really fix that gap, at least not to the degree that the clamp is perfectly flush. I think it was exaggerated a bit by a somewhat loose belt. I thought a loose belt would exhibit problems throughout the print, and honed in on the spool issue without realizing it was describing direct drive behavior.
I’ve got the belt tightened a bit more, and fixed a little bit of wobble in the bed. We’ll see if that’s enough…
Thanks for the sleuthing and willingness to help!
Just to add an additional thing to check: are you sure the model maintained its position on the layer the entire time, right?
You mean is the later shift consistent? I.e. a constant offset rather than skew? I think that is the case, yes.
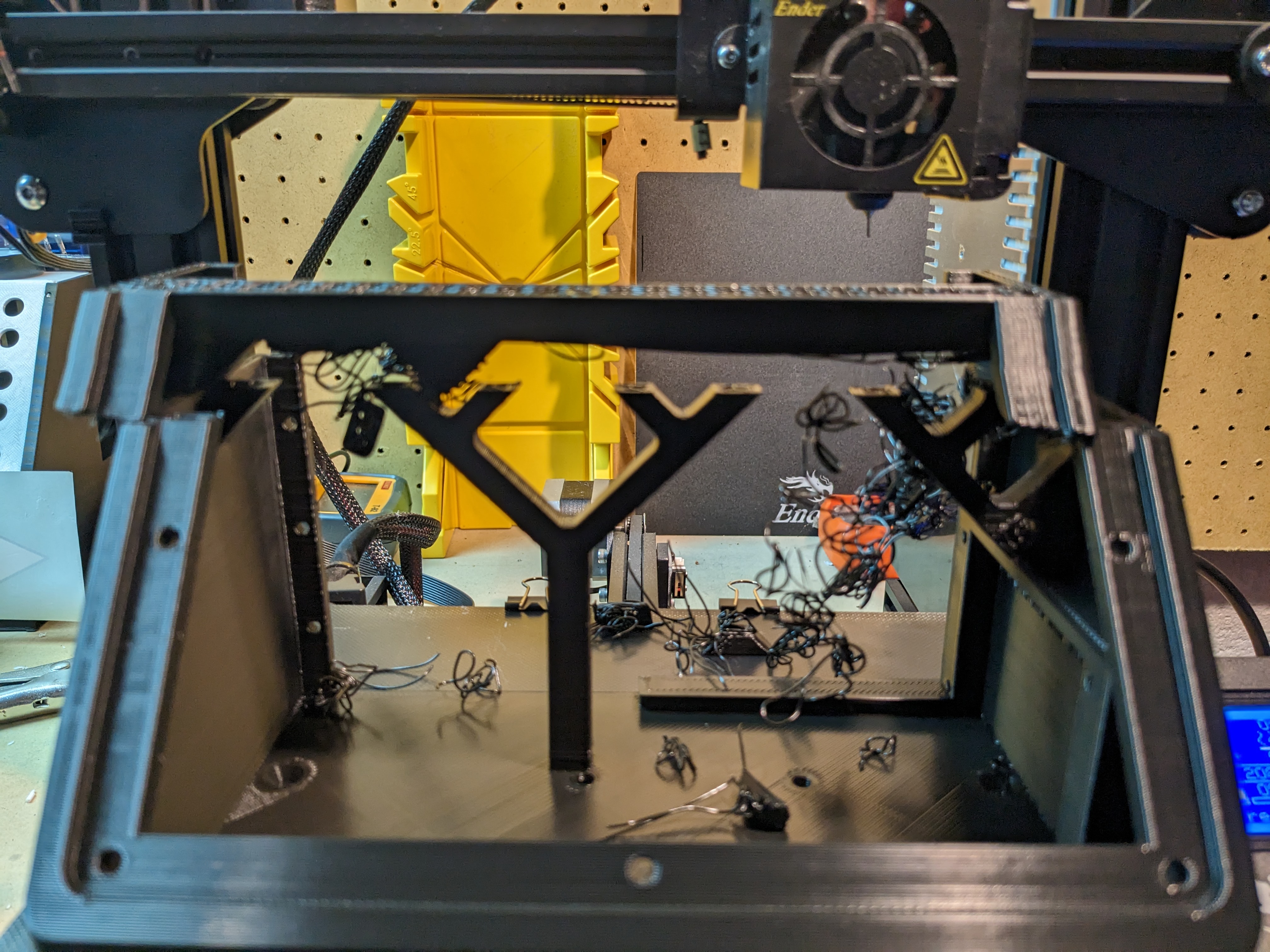
My initial guess (having had similar layer shifts in the past) is that one of those skinny ‘Y’ vertical pieces with angled overhangs simply curled up a little too much (shrinking warpage) and eventually the nozzle took a path where it made contact with the raised edge and cause the motor/belt to slip until it continued in the new position.
Ways to prevent include much higher cooling for those curling points (super slow high fan), or enclosure of the entire unit to mitigate warping.
Sorry for late response, hope it helps or you solved it.
Winner winner chicken dinner! This is EXACTLY what happened. I reprinted again after tightening belts, fixing bed wobble, and re-leveling, and kept a closer eye on it this time. The nozzle was indeed catching on that “Y” support due to the edge curling up. Wasnt enough to kill the print this time, but enough to make me nervous…
Ironically, the thing I’m printing is an all-in-one case so that I can segregate the PSU, main board, pi, and controls from the printer itself to enclose it and have better temp control!
If it is the spool loosening due to carriage movement then using a Bowden tube as an umbilical, and mounting it in a fixed position in relation to the spool should solve it.
I have a Bowden tube, so I think I was mistaken in that diagnosis.
I was having an issue like this last week, and surprisingly, I was able to finish my print by using a new slicer. I was all prepared to go buy a new board for my ender3v2. I had even put a bigger fan on the board to try more cooling but still kept getting it on this large print. I sliced it in superslicer instead of cura, and it printed. Unless you’re just eager to spend money and replace parts, not necessarily a bad thing, I would take a stab at a different slicer first.


{kind=link}
{kind=link}