
{kind=link}
Edit: Setting the max speed for walls to 50 mm/s solved it! I feel like this should be limited when you select the filament, but oh well.
Hey, so I have recently gotten a Bambu A1 and got a roll of PLA and PETG. The PLA is printing very nicely out of the box but the PETG not so much. Since I’m still very much at the beginning of my 3D printing journey, I don’t really have a good way of drying my PETG yet, I just stuffed it in a plastic ziplock bag with all the desiccant bags I got from the rolls and printer and stored it that way. I’m already planning to print myself a filament enclosure, I just haven’t gotten around to buying the bearings, etc for it.
I’ve done some functional prints with no angled (overhanging) walls and they have turned out pretty good. When printing on supports the overhangs are ugly af, but no weird pattern like this.
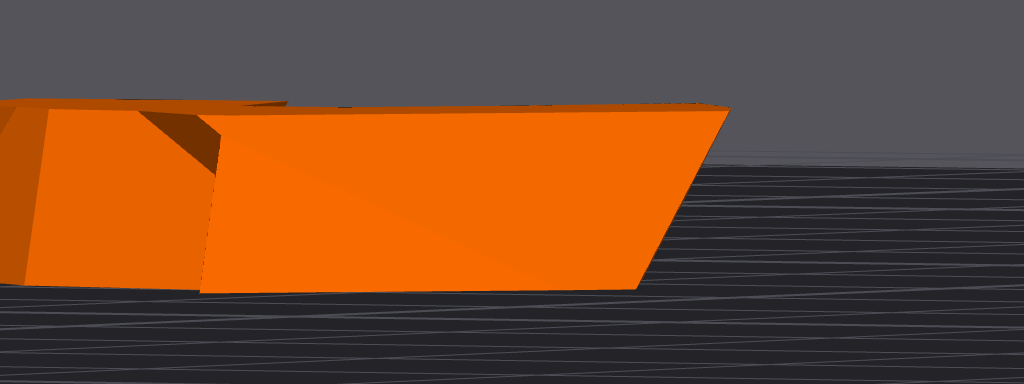
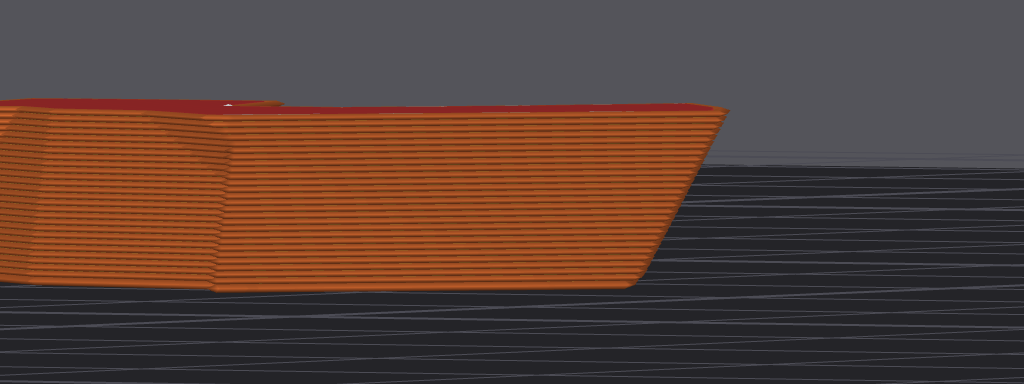
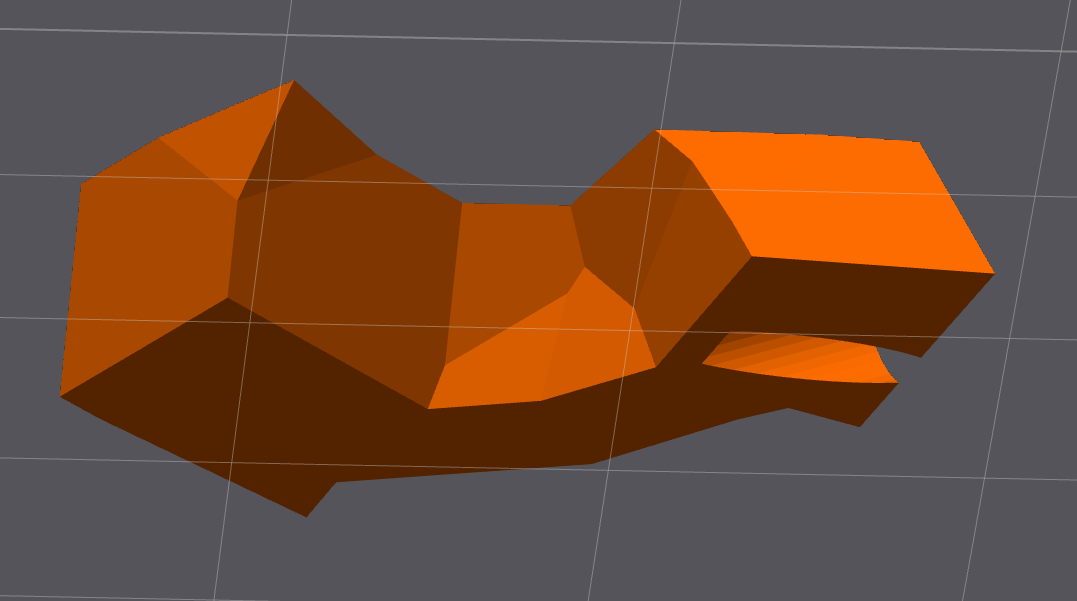
The issue I’m tracking down seems to occur on ~60+° overhangs, that really shouldn’t be an issue. I’ve done a sliced test print and took some photos, any idea what causes this?
Thanks :)
Bambu A1, standard 0.4mm nozzle
Bambu PETG Basic filament and profile using Bambu Studio
Some settings I played around with was flow rate (0.94->0.95) and layer height (0.2mm -> 0.15mm) but it seems to make no difference.
(note, on some of them the part is photographed upside down.)



Got them! It seems like you might have found your answer elsewhere. I’m somewhat surprised the underextrusion is so localized, but if you’re off and running then be happy I guess.
well it was less underextrusion and more the printhead just trying to go supersonic at those spots and the material just didn’t flow fast enough :D